
对皮带输送机设备的自我讲解
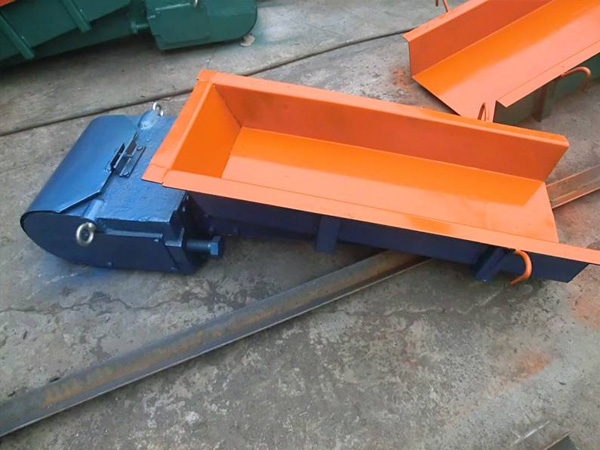
在经过对皮带输送机设备改造时,首先我们要考虑皮带输送机设备的工位设置和平面布置,平面布置时主皮带输送机设备、分装线及工位器具布置是否合理并且可以保证物流的畅通,作环型水平布置,保证装配输送线便于维修。下面我们一起来和中输小编来探讨一下皮带输送机设备:

1、皮带输送机设备及其输送设备当中的运动单元(如上升、下降、移动和迥转等)运行平稳可靠;皮带输送机设备于动操作I位必须设有托盘了退装置,以确何作业的方便性;托辊放行采用脚踏开关来进行实现;皮带输送机设备于动操作工位必须有求救开关及工位离线开关,当托辊退出皮带输送机设备时, 返修通道要有返修指示信号灯,提示相关人员来进行处理基于以上考虑,我们对原装配输送线进行了颠覆性的改造,在工艺平面布置、控制设备及物流等各个方面都进行了重新规划及改造。
2、皮带输送机设备采用可互换的标准段构成,工位平均间距设置为2M (可根据不同的型式进行增减),装配输送速度约在1020M/MDT。皮带输送机设备托辊以现有具体的主力机型为主,再兼顾今后拓展机型发动机。
3、皮带输送机在不需对托盘做较大的调整的情况睛,通过调整托辊支撑点就能够进行满足装要求;对托辊挡停器市置及控制要求在自动设备工位的挡停器具有互锁功能,防止误操作损坏设备:输送线及设备自动控制系统发生故障时,配置手工操作的功能,皮带输送机设备于动工位工件对抽时辊道累计定位精度要求控制在正负三厘米范围之内,需要二次定位的半自动工位及自动工位工件对输送设备的定位精度要求控制在正负零点二厘米范围内。
3、皮带输送线电控拒管线走向要方便维修,管线布置应该要整齐、牢固和无颤动,输送线的驱动电机采用联挂方式,由一根总线至控制柜,在托盘上安装功D卡,通过读写头对重要及关健数据的采集、交换。